|
|
|
|
4.ブレードの加工‐1 brade make-1
■ エッジラインをけがく
 1.エッジラインマーカーでセンターに0.2㎜の平行線をケガキます。 1.エッジラインマーカーでセンターに0.2㎜の平行線をケガキます。 |
|
 2.鋼材の厚みが2㎜なので、片側から0.9㎜または1.1㎜づつで センターに0.2㎜の平行線が引けます。 |
| ■ブレードタングに回転傷がつかないように加工する。 ブレードタングの回転傷を防ぐために行われている加工法はフレーム(ライナー)のピボットピンの周囲を削り取る方法が一般的ですが、 私はリカッソを削り取る方法をとっています。この方法は今までメイキングテキストで紹介されていませんし、このシステムを採用している メイカーも少数です。 この方法を採用した理由はいくつかあります。ライナーの内側を削るのに比べ加工が容易であること。マルチブレードのスペーサーを薄く できること。ハンドルの内側に削り跡が見えないこと。などが挙げられます。 |
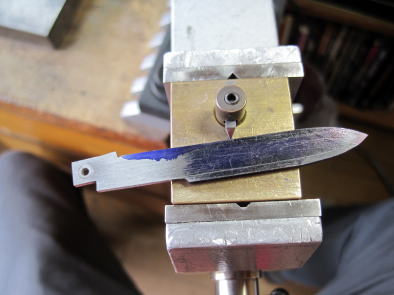
 3.リカッソ(斜線部)を片側で約0,1㎜弱削り落とします。 ちなみに写真の方眼(マス目)は10㎜×10㎜です。 |
 4.グラインド用の治具(アルミの四角棒15㎜×15㎜)に ブレードのパーツをねじ止めします。 |
 5. 右下に見えるナットでブレードを受けています。 |
 6.のちに行うブレードの研削もこの状態にセットして行います。 |
 7. 平面研磨時のベルトグラインダーはこのポジションで使用します。 |
 8.ワークレストとプラテンを直角にセットします。 |
 9.ベルトを#120、#240、#400の順に交換して研磨します。 |
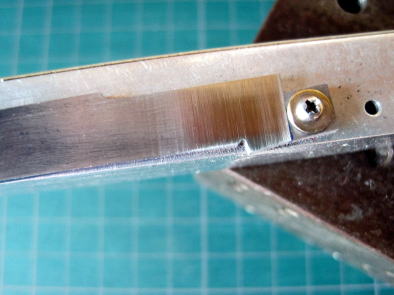 10.#400までグラインドしました。 |
 11.削った部分を#400と#600の耐水ペーパーで研磨します。 |
 12.耐水ペーパーと研磨用の当て木です。耐水ペーパーは #240~#2000までの計8種類を15㎜幅に切ってあります。 |